パターンモールド(精密鋳造用鋳型材)
当社のパターンモールドは精密鋳造用の鋳型材として開発したものです。従来型のフィラー材と比較して、初層用スラリーの不良に起因する鋳型欠陥の低減と、コ-ティング作業の工数低減によるコストダウン、鋳型性質(鋳型強度、通気度)を大幅に向上させる優れた鋳型材料です。使用用途に応じて、最適な品番を紹介いたします。 また、本鋳型材料は当社が独自に開発した精密鋳造用鋳型材料(特許出願)であり、実施に当たっては技術上の支援並びに現場鋳型の品質管理と諸試験に対しても積極的に協力させて頂きます。
用途
- 封止材
- 精密鋳造
- 耐火物
製品の特徴
鋳型製作の工数低減
- 従来型スラリーより高粘度で使用
- コーティング層が厚くなり、層数を1~2回低減可能
- 生産性向上とコスト低減を実現
鋳型特性の向上
- 鋳型の乾燥が速く、鋳型強度が向上
- 鋳型の通気性および鋳造後の崩壊性が向上
初層用パターンモールド
適用濃度としてはフィラー(kg)/粘結材(L)=4.0~7.5の範囲で、従来型スラリーに比べて高濃度域で使用します。ワックス模型をスラリーへ浸漬した場合にスラリーの付着量が多くなると共に、付着層に強さが増して模型の転写を高精度に行うことが出来ます。初層の鋳型欠陥に起因する鋳造不良を著しく低減します。
生産品の形状や設備、現在ご使用のフィラーを加味した上で、適切な規格をご紹介させて頂きます。
スラリーの調製方法
所定の調合割合により材料を添加し、予備ミキサーで適量混合してスラリータンクに入れます。スラリータンクは従来の使用条件で運転します。界面活性剤、消泡剤の添加量は従来通りで、又蒸留水の添加法も従来通りです。初層用パターンモールドはエチルシリケート加水分解液に対しても同様の配合条件で使用出来ます。
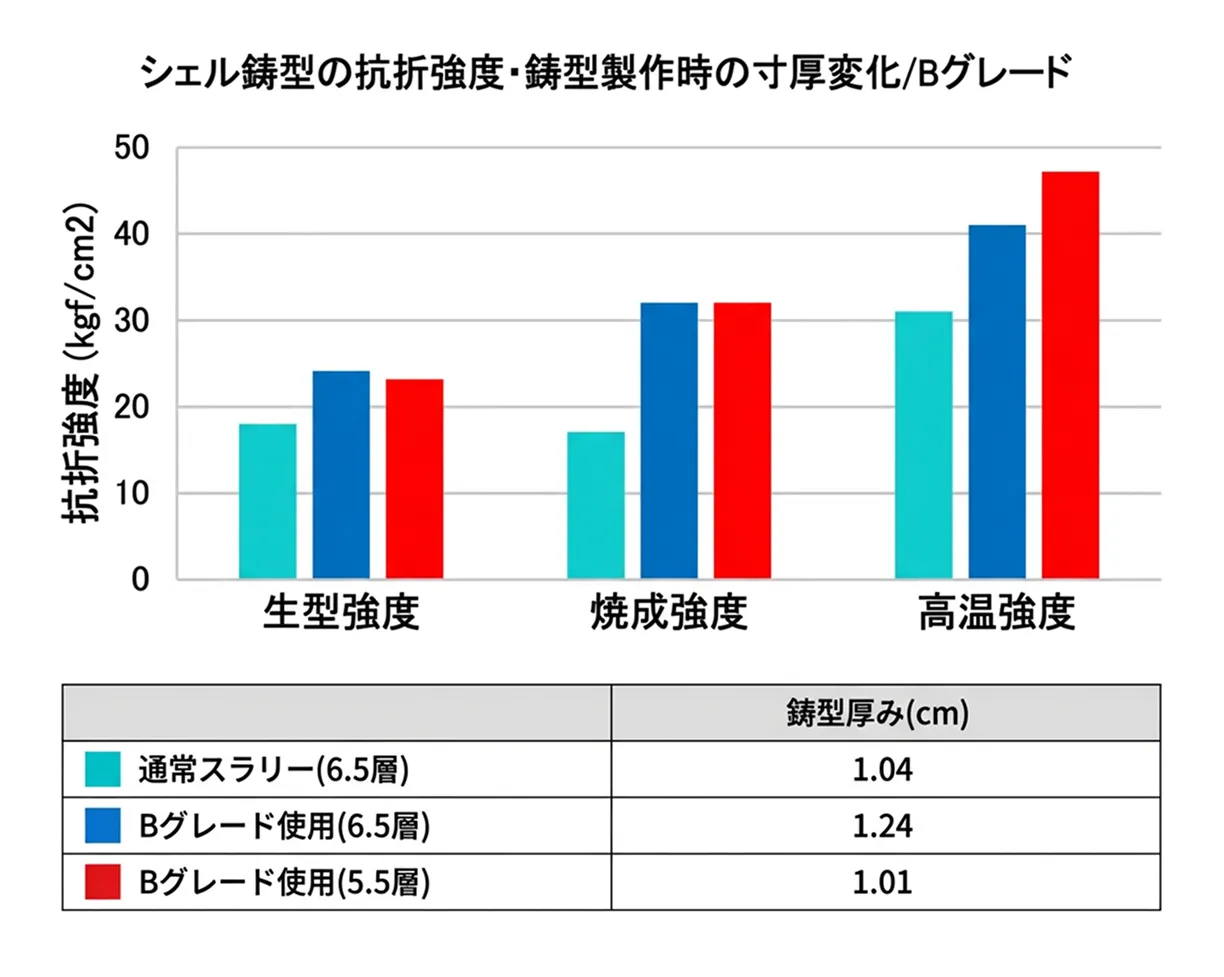
バック層用パターンモールド
従来型の鋳型材に比べて、高濃度及び高粘度状態(3~7倍の粘度)のスラリーを調製して使用します。従来型のスラリーに比べて1回のコーティング層は厚くなりますが、層間の乾燥は早く、鋳型強度が向上します。成型、鋳造後の鋳型通気度及び型バラシにおいて、優れた特性を発揮します。従来方式と比べて、コーティング層数を1層ないし2層減らせることができ、造型工程にかかる時間の短縮と副資材の低減が可能となります。その結果として、生産性向上とコストダウンに大きく寄与出来ます。
生産品の形状や設備、現在ご使用のフィラーを加味した上で、適切な規格をご紹介させて頂きます。
製品ラインナップ(一例)
| 品番 | 組成 | 特徴 |
|---|---|---|
| パターンモールドB | ムライト、溶融シリカ |
高濃度、高粘度調整 積層低減(層数1~2回低減) |
| パターンモールドD | ジルコン、ムライト、溶融シリカ | 崩壊性改善 |